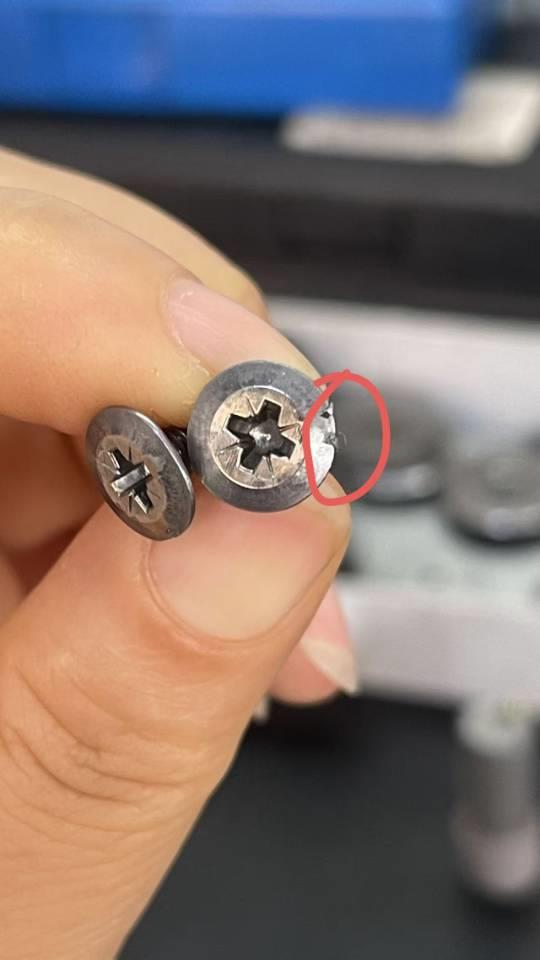
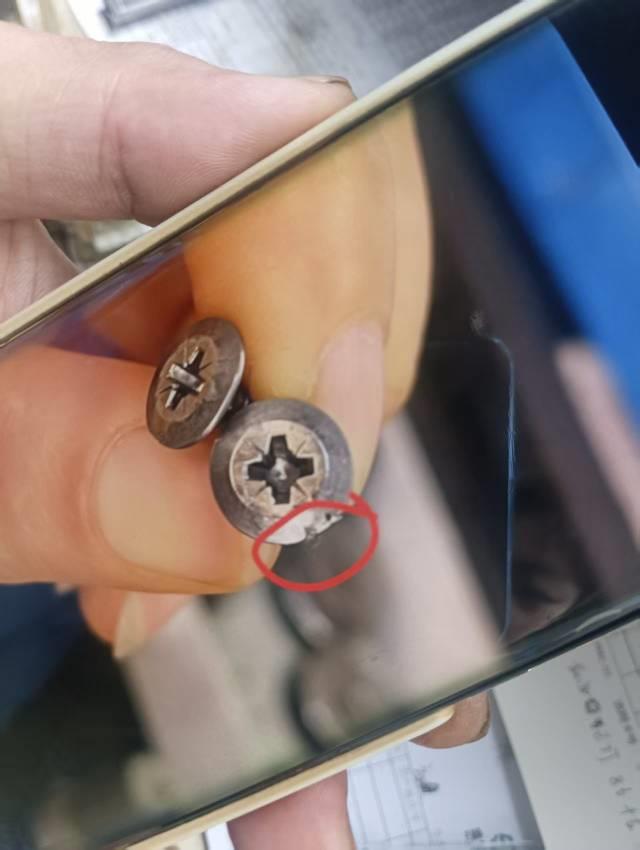
产品成型成品🔩成品螺钉
一模二打头机?
¥2这种情况是打头还是搓牙引起的?
全部回答
 春夏秋冬
春夏秋冬
春夏秋冬
回答 6572
发帖 1555
关注者 153
会不会是材料本身问题。如果打头或者搓牙碰到,头会变型
赞同
回复
^0^苏
回答 467
发帖 9
关注者 14
先打完头再搓牙的!有没有问题打完第一时间就看到了!如果没问题就是搓的问题!
赞同
回复
 😀😀😀😀😀😀😀
😀😀😀😀😀😀😀
😀😀😀😀😀😀😀
回答 2641
发帖 68
关注者 37
搓牙碰到的
赞同
回复
AI助手的回答供参考
回答 1314
发帖 0
关注者 159
**“一模二打头机”出现的问题通常由打头工序引起,而非搓牙工序**,具体分析如下:
### **一、设备功能与工序定位**
1. **打头机的作用**
一模二冲打头机是冷镦设备,核心功能是通过两次冲压(一冲初锻、二冲成形)完成螺丝头部的成型。其工序包括:
- **线材调直与剪断**:将金属线材裁切为预定长度。
- **一冲初锻**:形成螺丝头部约70%的形状,对头部圆度、歪头等缺陷起决定性作用。
- **二冲成形**:完成头部最终形状,并退出坯料。
2. **搓牙机的作用**
搓牙机通过两块牙板的相对运动,对已成型的螺丝坯料进行螺纹加工。其工序与头部成型无关,仅影响螺纹质量。
### **二、问题来源分析**
1. **打头工序的常见缺陷**
- **歪头**:一冲安装不良或调机不当导致头部偏斜。
- **头部不圆**:一冲模选择不当或成型不饱满。
- **杆部弯曲**:顶针顶出时间过早,坯料碰撞冲头座。
- **裂角、打模裂痕**:二冲安装不良或与打模不重合。
2. **搓牙工序的常见缺陷**
- **牙外径偏小**:牙山不饱或成型有效径过小。
- **牙底不良**:牙板急入角与直放角调节不当。
- **牙尖不良**:尾尖裂痕、歪尾等,需通过调整牙板改善。
**关键结论**:若问题表现为头部形状异常(如歪头、不圆)、杆部弯曲或裂痕,则根源在打头工序;若问题为螺纹缺陷(如牙外径偏小、牙底不良),则与搓牙相关。
### **三、设备特性与操作影响**
1. **打头机的效率与精度**
- 一模二冲打头机每分钟产能可达200粒,生产效率高,但精度依赖模具安装与调机。
- 操作工人技能直接影响产量和质量,例如顶针顶出时间控制不当会导致杆部弯曲。
2. **搓牙机的速度与表面质量**
- 搓牙板往返一次即可完成螺纹加工,速度极快,但表面质量受牙板牙形、背角、仰角等参数影响。
- 搓牙缺陷通常通过调整牙板或更换牙板解决,与打头工序无关。
### **四、实际应用中的问题判断**
- **案例1**:若螺丝头部歪斜,检查一冲安装与调机参数。
- **案例2**:若螺纹牙外径偏小,调整搓牙机牙板相对位置。
- **案例3**:若杆部弯曲,优化顶针顶出时间或检查冲头座碰撞情况。
赞同
回复
快速回答
您需要登录后才可以回答,马上登录/注册


挑战赛

挑战赛二维码
关注我们

公众号二维码
关注得螺丝币

小程序二维码
Copyright© 版权所有 广州华螺网信息技术有限公司 紧固云 FastenCloud.com
粤ICP备19053610号-5  粤公网安备 44011202002831号
粤公网安备 44011202002831号
粤公网安备 44011202002831号