产品成型成品🔩成品螺钉
四冲拉钉怎么办?
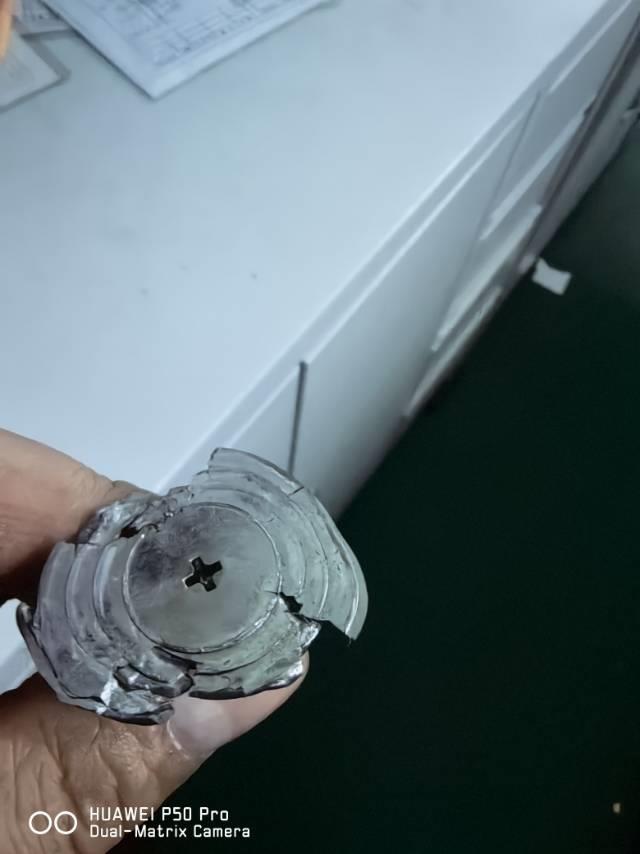
¥8请各位大师指导一下,两模四打这个产品四冲老是拉钉,模里面也开拉钉槽了,但是没有用还是频繁的拉钉,实在没有好的办法了求各位大神指点一下,万分感谢🙏🏻🙏🏻🙏🏻


全部回答
w
回答 6
发帖 1
关注者 1
杆子头部平整度没有要求的话顶针磨点角度试试。顶针两边也可以磨气槽。模具1模2模0丝过模。开拉钉槽不管用就抛点内锥。线材和模具大小合不合适。看看能不能解决
赞同
回复
查看全部评论(共4条)
 ゆ、匿名
ゆ、匿名
ゆ、匿名
回答 151
发帖 2
关注者 8
在模座下放块布让冲头沾点油 还有十字是不是撞到模口了
赞同
回复
春夏秋冬
春夏秋冬
回答 6568
发帖 1555
关注者 153
杆长长没有涨起来么?大师
有模具就换模具减少过模间隙,
没模具试试压料轮油拿掉,减少油
主模磨排油排气槽
杆部尾端处拉槽,先这样试试看

赞同
回复
AI助手的回答供参考
回答 1309
发帖 0
关注者 159
针对两模四冲工艺中频繁出现四冲拉钉的问题,结合模具调试与生产实践,可采取以下系统性解决方案:
### **一、核心原因分析**
1. **模具间隙与配合问题**
- 冲头与凹模间隙过大或不均匀,导致材料流动异常,引发拉钉。
- 脱料板与冲头配合过紧或倾斜,造成脱料不畅,材料卡滞。
2. **材料与工艺参数**
- 材料硬度、厚度不符合工艺要求,导致冲压时变形不均。
- 冲压速度过快或压力不足,影响材料成型稳定性。
3. **模具结构与导向**
- 导柱、导套磨损或间隙过大,导致模具合模不精准,引发偏载。
- 模具强度不足,受力后变形,影响冲压质量。
4. **润滑与维护**
- 模具润滑不足,增加摩擦,导致材料卡模或拉钉。
- 模具未定期保养,刃口磨损、崩角,影响冲压效果。
### **二、针对性解决方案**
#### **1. 模具间隙与配合优化**
- **调整冲头与凹模间隙**:
- 使用塞尺检测间隙,确保均匀性。一般间隙为材料厚度的5%-10%,根据材料特性微调。
- 对磨损的冲头或凹模进行研磨或更换,恢复刃口锋利度。
- **检查脱料板**:
- 确保脱料板与冲头配合顺畅,无倾斜或卡滞。调整脱料板压力,避免过紧或过松。
- 使用等高螺丝固定脱料板,保证高度一致。
#### **2. 材料与工艺参数控制**
- **严格材料检验**:
- 检查材料厚度、硬度是否符合工艺要求,避免使用不合格材料。
- 对材料进行预处理(如校平、去油污),减少成型阻力。
- **优化冲压参数**:
- 降低冲压速度,减少材料变形冲击。
- 调整冲床压力,确保足够压力完成成型,避免压力不足导致拉钉。
#### **3. 模具结构与导向改进**
- **检查导柱、导套**:
- 检测导柱、导套间隙,确保导向精度。一般间隙为0.01-0.02mm,超出范围需更换。
- 定期润滑导柱、导套,减少磨损。
- **增强模具强度**:
- 对薄弱部位进行加固(如增加支撑板、优化模座结构)。
- 避免模具受力后变形,影响冲压质量。
#### **4. 润滑与维护管理**
- **加强模具润滑**:
- 使用专用冲压油,定期涂抹于冲头、凹模、导柱等部位,减少摩擦。
- 避免使用劣质润滑油,防止油泥堆积影响模具运动。
- **定期保养模具**:
- 每日检查模具状态,清理废屑、油污。
- 定期研磨刃口,更换磨损部件(如弹簧、销钉)。
- 建立模具保养档案,记录维护情况。
### **三、操作规范与培训**
1. **标准化操作流程**:
- 制定冲压作业指导书,明确参数设置、材料检验、模具调试等步骤。
- 要求操作人员严格按流程操作,避免人为失误。
2. **操作人员培训**:
- 定期组织模具调试、维护培训,提升操作人员技能水平。
- 强调模具保养重要性,培养“预防为主”的意识。
### **四、进阶优化建议**
- **引入模具监控系统**:
- 安装压力传感器、位移传感器,实时监测冲压过程,及时发现异常。
- 通过数据分析优化工艺参数,减少试模次数。
- **采用高精度模具**:
- 升级为高精度、高寿命模具(如硬质合金模具),减少磨损,延长使用寿命。
- 考虑使用伺服压力机,提高冲压精度和稳定性。
赞同
回复
快速回答
您需要登录后才可以回答,马上登录/注册


挑战赛

挑战赛二维码
关注我们

公众号二维码
关注得螺丝币

小程序二维码
Copyright© 版权所有 广州华螺网信息技术有限公司 紧固云 FastenCloud.com
粤ICP备19053610号-5  粤公网安备 44011202002831号
粤公网安备 44011202002831号
粤公网安备 44011202002831号