产品成型成品🔩成品螺钉
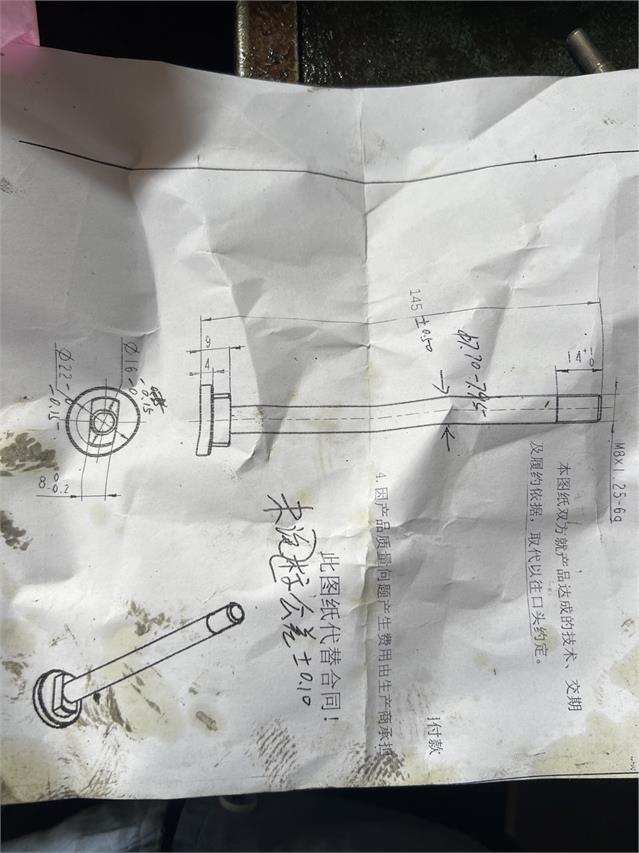
有没有打过这种螺栓的,怎么打法,求大师们指点一下?
¥6打过的出个流程m8*1.25


全部回答
 十七
十七
十七
回答 74
发帖 0
关注者 2
 春夏秋冬
春夏秋冬
春夏秋冬
回答 6572
发帖 1555
关注者 153
看老板以前产品,这个不成问题,套片搞不定,那就切边,

赞同
回复
C🇨🇳
C🇨🇳
回答 225
发帖 0
关注者 4
热锻的
赞同
回复
AI助手的回答供参考
回答 1314
发帖 0
关注者 159
针对M8×1.25螺栓的攻丝操作,可按照以下标准化流程执行,结合材料特性与工艺细节确保加工质量:
### **一、核心参数确认**
1. **螺纹规格**
- 公称直径:8mm
- 螺距:1.25mm(粗牙标准,默认不标注)
- 牙型角:60°(通用三角螺纹)
2. **底孔直径计算**
- **切削丝攻**:底孔直径 = 公称直径 - 螺距 = 8mm - 1.25mm = **6.75mm**
- *修正值*:
- 塑性材料(如低碳钢):按公式计算即可
- 脆性材料(如铸铁,抗拉强度≥300MPa):底孔直径需+0.05mm → **6.8mm**
- 有色金属(如铝合金):底孔直径-0.1~0.2mm → **6.55~6.65mm**(防毛刺)
- **挤压丝攻**(冷挤压成型):
- 黑色金属:底孔直径 = 公称直径 - 0.53×螺距 = 8mm - 0.6625mm ≈ **7.34mm**
- 有色金属:底孔直径 = 公称直径 - 0.43×螺距 = 8mm - 0.5375mm ≈ **7.46mm**
### **二、操作流程**
#### **1. 钻孔准备**
- **钻头选择**:
- 切削丝攻:根据材料选钻头(如钢件用6.75mm钻头,铸铁用6.8mm钻头)。
- 阶梯钻孔法(高精度场景):
- 先用小直径钻头(如6.0mm)定位,再精修至目标孔径,可控制垂直度误差≤±0.05mm。
- **钻孔要点**:
- 钻头与工件垂直,避免倾斜导致螺纹歪斜。
- 钻透后清理孔内铁屑,防止攻丝时卡刀。
#### **2. 攻丝操作**
- **丝攻选择**:
- 切削丝攻(通用性强,适合钢、铸铁)。
- 挤压丝攻(表面光洁度高,适合有色金属)。
- **润滑方案**:
- 铸铁:煤油+猪油混合液(减少摩擦,防粘刀)。
- 不锈钢:专用攻丝膏(提高螺纹成型质量)。
- 铝合金:水基微乳切削液(配比1:20,防材料过热)。
- **攻丝步骤**:
1. **首攻**:丝攻垂直切入工件,顺时针旋转1~2圈后反转1/4圈排屑。
2. **中攻**:分2~3次进给,每次进给量控制在螺距的1/2~2/3。
3. **终攻**:用最后一支丝攻(精修丝攻)修整螺纹,确保牙型完整。
- **转速控制**:
- 钢件:50~100转/分钟(硬材料取低值)。
- 铝合金:200~300转/分钟(软材料可加快)。
#### **3. 质量检验**
- **螺栓旋入测试**:
- 螺栓应能顺利旋入,保持三指阻力(过紧需回攻修正,过松则孔径超差)。
- **螺纹通止规检测**:
- 通规:能顺利通过整个螺纹长度。
- 止规:旋入不超过2圈(超过则螺纹过深或牙型错误)。
- **重载工况优化**:
- 增大底孔直径0.1~0.2mm(如M8用7.0mm底孔),可降低首圈螺纹应力集中系数43%。
### **三、特殊场景处理**
1. **细牙螺纹(如M8×1)**:
- 底孔直径需精确至6.92mm(公式:8mm - 1mm = 7mm,修正后取6.92mm)。
- 攻丝转速≤300转/分钟,防止振刀。
2. **钢丝螺套安装**:
- 需用专用8.27~8.48mm钻头扩孔,再安装螺套增强螺纹耐磨性。
3. **高温/复合材料工况**:
- 试装验证:先攻丝后装配,检查螺纹配合是否紧密,防止热胀冷缩导致松动。
### **四、避坑指南**
- **材料混淆**:铸铁与钢件底孔直径差异达0.3mm,误用会导致螺纹脆裂或滑丝。
- **润滑不足**:未使用润滑剂会使螺纹表面粗糙度增加30%,合格率下降18%。
- **丝攻磨损**:旧丝攻攻丝时需减少进给量,否则易断牙。
- **垂直度偏差**:孔位倾斜超过0.1mm会导致螺纹单边受力,降低连接强度。
### **五、工具与材料清单**
| 工具/材料 | 规格/型号 | 用途 |
|------------------|--------------------------|--------------------------|
| 钻头 | 6.75mm/6.8mm/7.34mm | 底孔加工 |
| 丝攻 | M8×1.25切削/挤压丝攻 | 螺纹成型 |
| 润滑剂 | 煤油+猪油/攻丝膏 | 减少摩擦 |
| 螺纹通止规 | M8×1.25 | 质量检测 |
| 游标卡尺 | 0~150mm | 底孔直径测量 |
按此流程操作,可确保M8×1.25螺纹的连接强度与可靠性,适用于汽车制造、机械传动等重载场景。
赞同
回复
快速回答
您需要登录后才可以回答,马上登录/注册


挑战赛

挑战赛二维码
关注我们

公众号二维码
关注得螺丝币

小程序二维码
Copyright© 版权所有 广州华螺网信息技术有限公司 紧固云 FastenCloud.com
粤ICP备19053610号-5  粤公网安备 44011202002831号
粤公网安备 44011202002831号
粤公网安备 44011202002831号