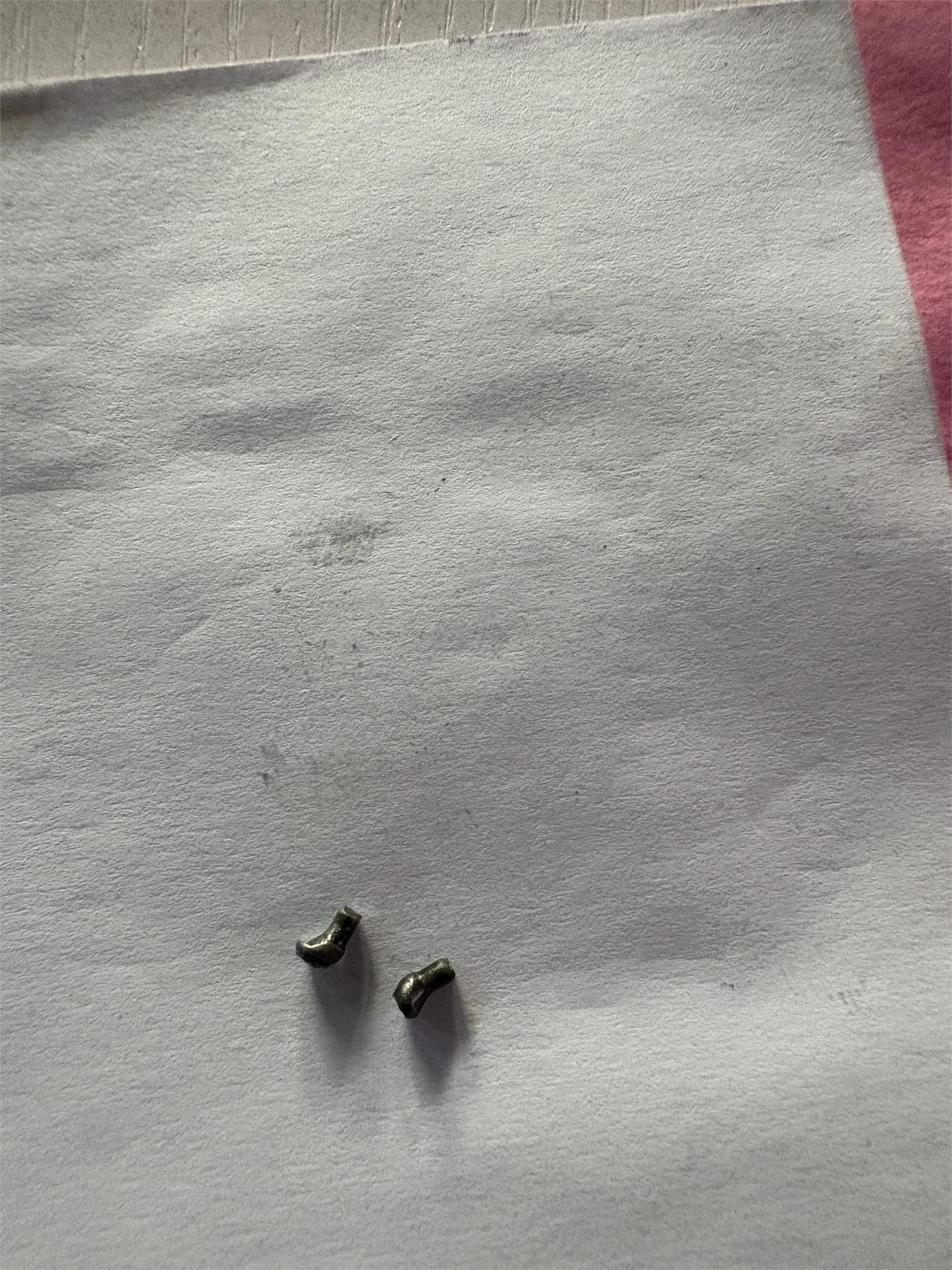
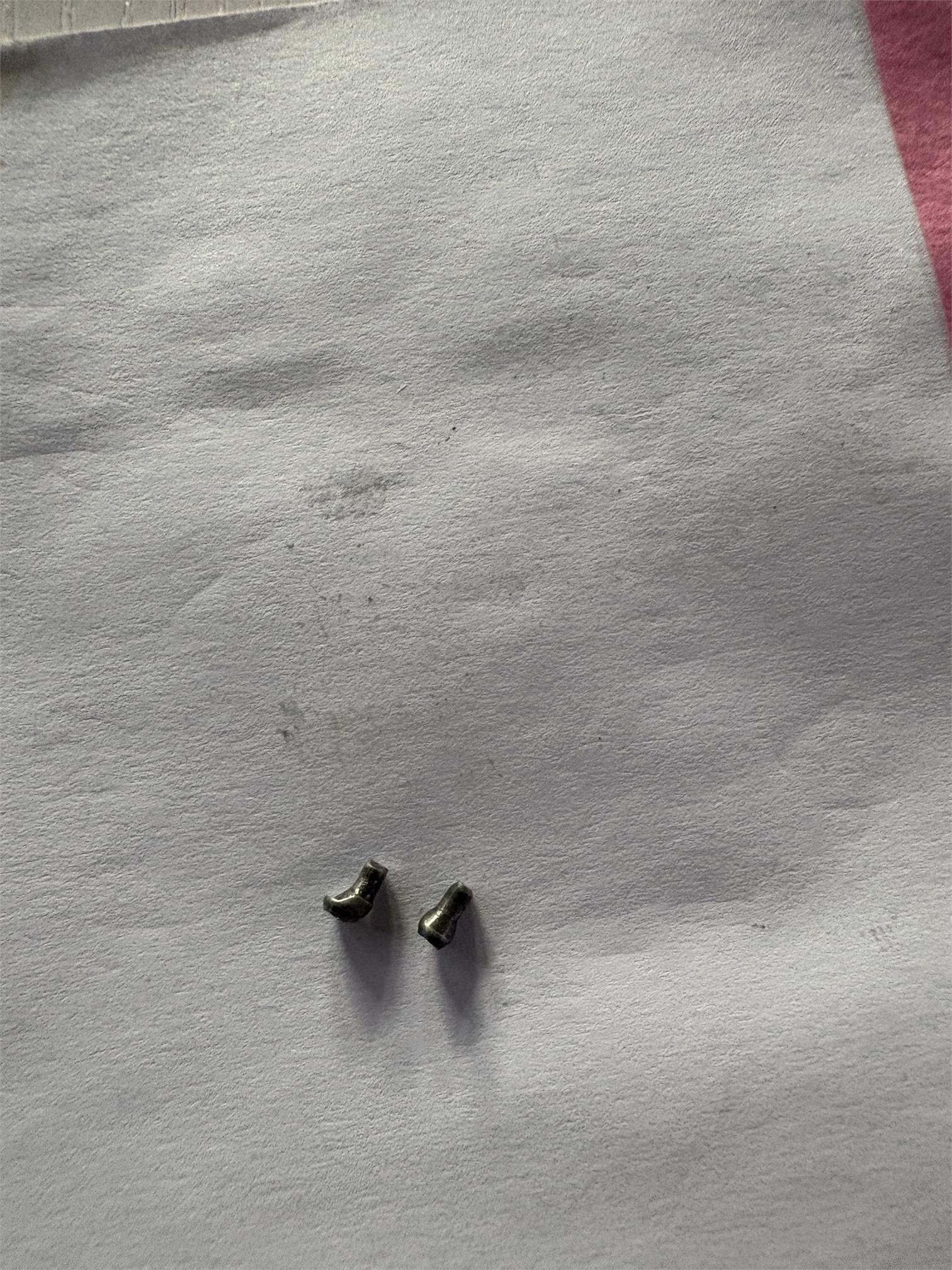
产品成型成品🔩成品螺钉
学徒工一个 一模二?
¥6大师指点一下,一冲怎么调上下都是冲出来这个样子,是什么原因
全部回答
 春夏秋冬
春夏秋冬
春夏秋冬
回答 6568
发帖 1555
关注者 153
是不是弹簧卡S了,,

赞同
回复
冯15112587535
冯15112587535
回答 469
发帖 0
关注者 12
活动冲还是死冲?活动冲的话看看里面的针还能不能活动
赞同
回复
AI助手的回答供参考
回答 1309
发帖 0
关注者 159
针对学徒工在冲压操作中遇到的一模二冲上下都出现异常的问题,可能的原因及大师级的调整建议如下:
### 可能原因分析
1. **模具间隙不合理**:
- 上下模间隙过大,会导致废料出现粗糙、起伏的断裂面和一窄光亮带区域,冲压质量差,毛刺大。
- 上下模间隙过小,则模具磨损严重,容易在冲头材料上产生粘连,造成冲压时带料,甚至冲头折断。同时,过小的间隙容易在冲头底面与板料之间形成真空,导致废料反弹。
2. **模具磨损或崩角**:
- 刀口磨损会影响冲裁质量,导致毛边、跳屑等问题。
- 刀口崩角则可能直接导致冲件尺寸不准、形状扭曲。
3. **送料不当**:
- 送料机送距、压料、放松调整不当,或生产中送距产生变异,都可能导致冲压异常。
- 材料弧形、宽度超差、毛边较大等材料问题,也会影响冲压质量。
4. **模具导向不准或磨损**:
- 模具导向不准、磨损会导致上下模错位,影响冲压精度。
5. **冲压油使用不当**:
- 冲压油滴太快、油粘,或使用的冲压油挥发性较强,都可能影响冲压质量。
### 大师级调整建议
1. **调整模具间隙**:
- 根据材料的类型及厚度,选择合理的下模间隙。间隙的选择应兼顾冲压质量和模具寿命。
- 使用塞尺等工具精确测量间隙,并进行调整。
2. **研修或更换模具**:
- 对磨损的刀口进行研修,恢复其锋利度。
- 对崩角的刀口进行更换,确保冲裁质量。
- 检查并调整凸、凹模的局部尖角,避免应力集中导致崩刃。
3. **优化送料系统**:
- 重新调整送料机的送距、压料、放松等参数,确保送料准确。
- 检查并更换磨损的送料机部件,提高送料稳定性。
- 对材料进行预处理,如去毛边、矫直等,提高材料质量。
4. **检查并调整模具导向**:
- 检查模具导向件是否磨损或松动,及时进行更换或紧固。
- 使用百分表等工具检测模具的同轴度,确保上下模准确对中。
5. **合理使用冲压油**:
- 控制冲压油的滴油量,避免过多或过少。
- 选择合适的冲压油种类,确保其具有良好的润滑性和挥发性。
- 定期清理模具上的油污和屑料,保持模具清洁。
赞同
回复
故事讲到哪了
回答 54
发帖 25
关注者 5
不成型,!这个原因有好多,一冲,还有就是一冲吃料程序是不是太快或者太慢啦
赞同
回复
 172****0306
172****0306
172****0306
回答 1
发帖 0
关注者 0
一冲卡死了吧
赞同
回复
 小螺丝
小螺丝
小螺丝
回答 25
发帖 1
关注者 2
卡料了
赞同
回复
快速回答
您需要登录后才可以回答,马上登录/注册


挑战赛

挑战赛二维码
关注我们

公众号二维码
关注得螺丝币

小程序二维码
Copyright© 版权所有 广州华螺网信息技术有限公司 紧固云 FastenCloud.com
粤ICP备19053610号-5  粤公网安备 44011202002831号
粤公网安备 44011202002831号
粤公网安备 44011202002831号